

Programming example for glass ceramic
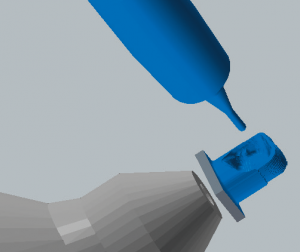
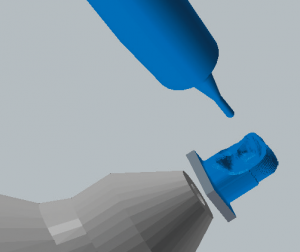
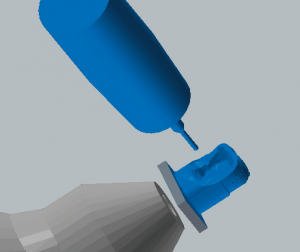
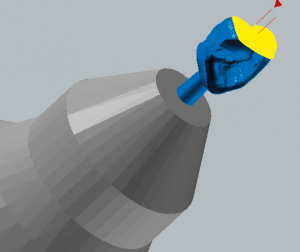
| 1. Premachining of the outer contour (step 1) | 2. Premachining of the outer contour (step 2) |
  |
 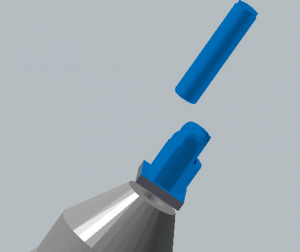 |
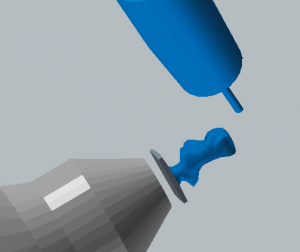
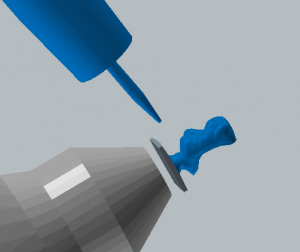
| Strategy: 3-Axes peeling (hyperDENT®) Tool: Diamond torus grinding burr, dia. 6 mm / r 0.5 mm Art. no.: 1718.600620 |
Strategy: 3-Axes peeling (hyperDENT®) Tool: Diamond torus grinding burr, dia. 6 mm / r 0.5 mm Art. no.: 1718.600620 |
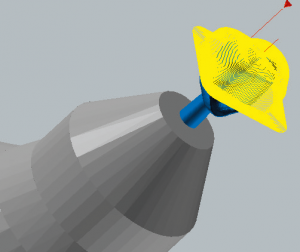
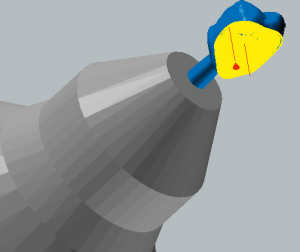
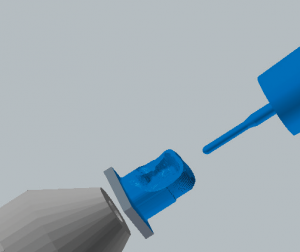
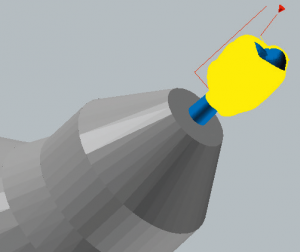
| 3. Roughing of the cavity (cap) | 4. Prefinishing the cavity |
  |
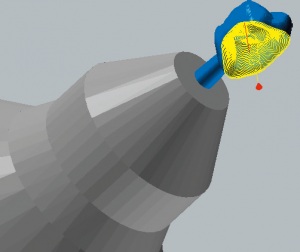  |
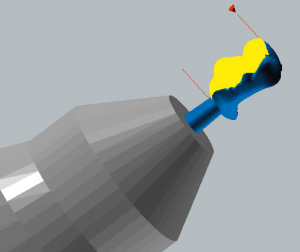
| Strategy: 3-Axes restmachining (hyperDENT®) Tool: CVD-D ball nose end mill, dia. 2 mm Art. no.: 2895.200608 |
Strategy: 5-Axes peeling (hyperDENT®) Tool: CVD-D ball nose end mill, dia. 2 mm Art. no.: 2895.200608 |
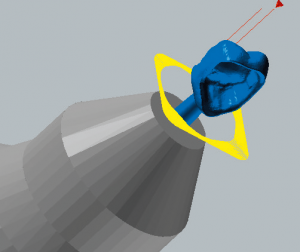
| 5. Finishing cavity side | 6. Finishing the outer contour of the face side |
  |
  |
| Strategy: 5-Axes boss finishing (hyperDENT®) Tool: Diamond ball nose mounted point, dia. 1,2 mm Art. no.: 1719.121612 |
Strategy: 3-Axes equidistant finishing (hyperDENT®) Tool: Diamond ball nose mounted point, dia. 2 mm Art. no.: 1716.200611 |
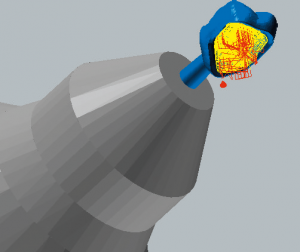
| 7. Finishing the outer contour | 8. Fissure machining |
  |
  |
| Strategy: 5-Axes Z-level finishing (hyperDENT®) Tool: Diamond ball nose mounted point , dia. 2 mm Art. no.: 1716.200611 |
Strategy: 5-Axes Profile finishing in X (hyperDENT®) Tool: Diamond tapered mounted point, dia. 1 mm x 7° Art. no.: 1719.100604 |
|
Please note: Grinding burrs should always be used with an inclination on the workpiece (min. 15°), in order to work with the highest possible circumferential speed In general, always take account of the following when using grinding burrs:
|
|